Apart from the sulfonic acid group, the Nafion™ polymer is a fluorocarbon. Like most fluoropolymers, it is extremely resistant to chemical attack (corrosion resistant). The sulfonic acid group is immobilized within the bulk fluorocarbon matrix and cannot be removed, but unlike the fluorocarbon matrix the sulfonic acid groups do participate in chemical reactions. The presence of the sulfonic acid adds three important properties to Nafion:
- Nafion™ polymer functions as an acid catalyst due to the strongly acid properties of the sulfonic acid group.
- Nafion™ polymer functions as an ion exchange resin when exposed to solutions.
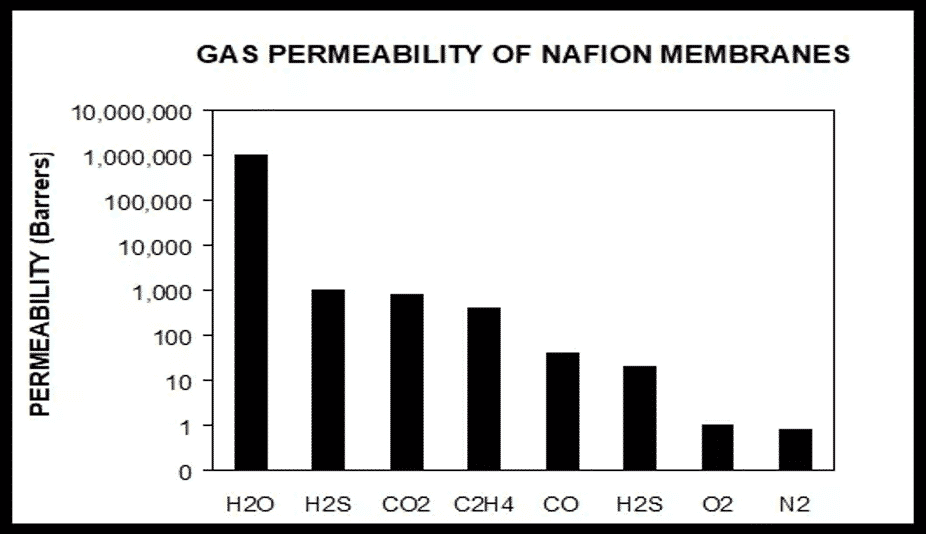
- Nafion™ polymer very readily absorbs water, from the vapor phase or from the liquid phase. Each sulfonic acid group will absorb up to 13 molecules of water. The sulfonic acid groups form ionic channels through the bulk hydrophobic polymer, and water is very readily transported through these channels. Nafion™ polymer functions like a very selective, semi-permeable membrane to water vapor.
The physical properties of Nafion™ polymer are similar to those of other fluoropolymers. It is translucent plastic. When used as an ion exchange membrane, it operates at temperatures up to 190°C. When used as a dryer, it can operate up to 150°C. The burst pressure of Nafion™ tubing is generally greater than 200 psig (over 13 bar) but it varies with the diameter and wall thickness. An unusual property of Nafion™ is its propensity to change in physical size. As Nafion™ absorbs water, it swells by up to 22%. When exposed to alcohols it increases in size by up to 88%.